Industrial anomaly detection sounds abstract until a production line starts moving.
A part may be within tolerance but visually suspicious. A surface may look normal until a tiny crack, stain, inclusion, missing component, pattern shift, or coating defect appears for a few frames. A defect may be rare enough that the quality team has only a handful of examples. Yet the decision still has to be made at production speed: pass, fail, review, rework, quarantine, or report.
That is the practical value of industrial anomaly detection. In manufacturing, anomaly detection uses machine vision, AI models, controlled imaging, and quality rules to identify visual conditions that differ from what a good product should look like. When it is deployed well, it becomes more than a detection model. It becomes a repeatable inspection workflow that helps teams catch defects, document evidence, and improve production quality over time.
This guide explains how anomaly detection, defect detection, and machine vision fit together for manufacturing quality inspection. It also covers where AI helps, where projects usually fail, and what teams should prepare before evaluating a system. Refer to our broader guide and overview of automated visual inspection here.

The Short Answer
Industrial anomaly detection is the use of AI and machine vision to identify unusual, unexpected, or defective visual conditions in manufactured products or production processes. It is especially useful when defects are rare, variable, subtle, hard to define with fixed rules, or difficult for human inspectors to catch consistently.
In practice, a production-ready system combines controlled imaging, defect examples, AI model training, pass/fail rules, operator review, reporting, and integration with the factory workflow. It should not only find anomalies. It should help quality teams decide what to do next.
Anomaly Detection vs Defect Detection
The terms anomaly detection and defect detection are often used together, but they are not identical.
| Term | What it means in manufacturing | Typical output |
|---|---|---|
| Anomaly detection | Finds visual patterns that differ from normal production, even if the exact defect class is not fully defined. | Unusual region, anomaly score, review flag, or suspected defect area. |
| Defect detection | Finds known defect types such as scratches, cracks, stains, missing components, dents, holes, misalignment, or contamination. | Defect class, location, confidence score, measurement, and pass/fail decision. |
| Machine vision inspection | The full imaging and software system used to inspect products automatically. | Images, detections, measurements, decisions, reports, and line signals. |
A useful way to think about it is this: anomaly detection asks, “Does this look different from acceptable production?” Defect detection asks, “Is this a known defect we care about?” A mature industrial inspection system often needs both.
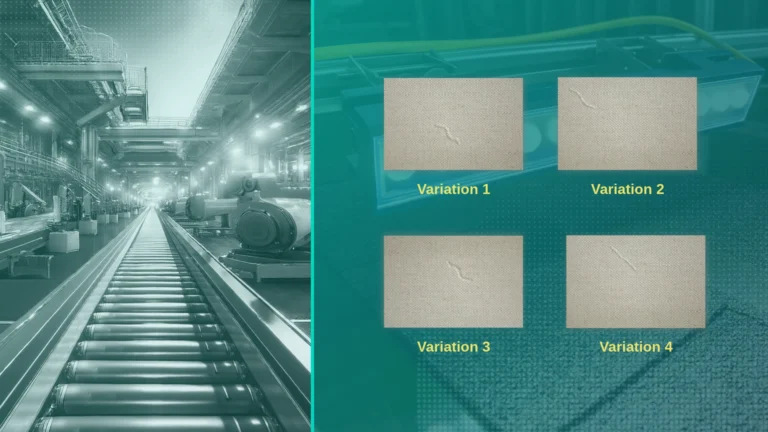
For example, a repeated metal mesh pattern may be visually consistent most of the time. A traditional rule might struggle when lighting changes or when the pattern itself creates noise. An anomaly detection approach can learn the normal pattern and flag areas that break it. Once the production team has enough examples, those anomalies can be mapped to clearer defect categories and decision rules.

Why Manufacturing Anomaly Detection Is Hard
Manufacturing inspection is not the same as detecting objects in a clean image dataset. Production lines create visual variation that is normal, variation that is suspicious, and variation that is unacceptable. The system has to learn the difference.
The hardest cases usually involve one or more of these conditions:
- Rare defects: the most important defects may appear only occasionally, so real training examples are limited.
- Noisy surfaces: leather, fabric, stone, cast metal, glass, composites, coated parts, and textured products can vary even when they are acceptable.
- Subtle defects: small cracks, bubbles, inclusions, surface marks, edge chips, gloss changes, or contamination may be visible only under the right lighting.
- Many product variants: the same line may run different colors, sizes, textures, patterns, or customer-specific tolerances.
- Line-speed constraints: the inspection decision must happen fast enough to be useful, not minutes after the part has moved downstream.
- Ambiguous quality rules: operators may know what is bad by experience, but the acceptance rule may not be written clearly enough for automation.
This is why industrial anomaly detection projects should start with production reality rather than model selection. The camera, lighting, mechanical handling, line speed, defect catalogue, and reporting workflow matter as much as the AI architecture.

How Machine Vision Defect Detection Works
A practical industrial anomaly detection system follows a simple flow: capture, detect, measure, decide, and report.
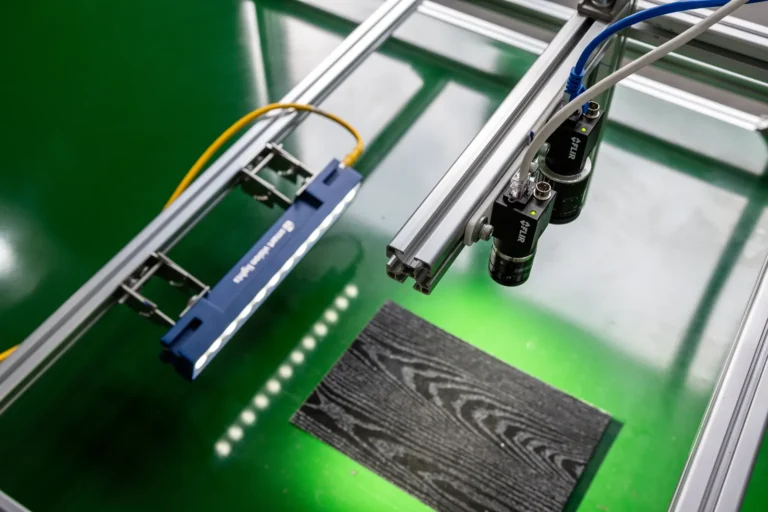
- Capture: cameras, lighting, lenses, triggers, and fixtures capture consistent images of the product or process.
- Detect: AI models identify defects, anomalies, missing components, surface changes, or pattern deviations.
- Measure: the system estimates size, position, count, severity, distance, or other quality-relevant measurements.
- Decide: configurable rules determine pass, fail, review, rework, mark, or quarantine actions.
- Report: the system stores images, labels, measurements, timestamps, defect classes, operator feedback, and production context.
The detection model is only one part of the system. If images are inconsistent, if the defect rule is unclear, or if the output does not connect to the operator workflow, the project can become an impressive demo that is hard to use in production.

Common Manufacturing Use Cases
Industrial anomaly detection is useful wherever visual quality affects yield, customer acceptance, rework, warranty risk, or production efficiency. Common use cases include:
- Surface defect detection: scratches, stains, cracks, bubbles, dents, inclusions, tears, chips, corrosion, or contamination.
- Pattern anomaly detection: repeated textures, meshes, printed materials, woven fabrics, stamped surfaces, or structured products.
- Component verification: missing parts, wrong parts, incorrect orientation, assembly errors, or incomplete fastening.
- Measurement inspection: gap, edge, length, width, position, profile, alignment, and dimensional features visible to camera systems.
- Color and finish inspection: shade variation, coating issues, gloss change, burn marks, discoloration, or surface consistency.
- Defect mapping and reporting: roll maps, batch reports, defect trends, operator review queues, and audit evidence.
The best early projects tend to have a clear inspection pain, a manageable product scope, representative samples, and a decision that matters commercially. A project does not need thousands of defect images to begin, but it does need a realistic definition of what should count as good, bad, and review.
The Data Problem: Why Rare Defects Slow Projects Down
Many manufacturing teams assume AI inspection requires a large labelled dataset before any progress can happen. Sometimes that is true. But in industrial inspection, the bigger problem is often that important defects are rare. A factory may have many images of good products and only a few examples of the failure modes it most wants to catch.
That creates three problems:
- The model may not see enough examples of each defect type.
- The team may not know how much variation exists across real production.
- The system may perform well in a trial but struggle when a new variant, defect shape, or lighting condition appears.
There are several ways to handle this. Teams can collect more representative production data, create a staged pilot, use human review to improve labels, focus first on the highest-value defect classes, or use synthetic data to increase training variation. Zetamotion uses ZELIA and synthetic-data workflows when real defect examples are scarce or expensive to collect.

Hardware and Lighting Are Part of the AI System
Industrial anomaly detection depends on seeing the defect clearly. That sounds obvious, but it is one of the most common reasons inspection projects underperform.
A scratch may disappear under diffuse lighting but become visible under directional light. A transparent part may need backlighting. A glossy surface may create reflections that look like defects. A moving web or roll may need line-scan imaging, encoder synchronization, or careful exposure control. A part with multiple sides may need more than one camera view.
Before discussing model accuracy, a quality team should ask whether the imaging setup can consistently reveal the defects that matter. That includes:
- Camera resolution and field of view.
- Lens choice and working distance.
- Lighting type, angle, wavelength, brightness, and stability.
- Part handling, fixture repeatability, and motion blur.
- Triggering, synchronization, and line-speed requirements.
- Environmental constraints such as dust, vibration, access, heat, and operator safety.

What Production Teams Should Measure
Accuracy is important, but it is not the only metric. A production team should evaluate the inspection system against the decisions it needs to support.
| Metric | Why it matters |
|---|---|
| True detection rate | How often the system catches the defects that matter. |
| False reject rate | How often good products are incorrectly flagged, causing waste or extra review. |
| False accept risk | How often bad products pass inspection, creating customer or warranty risk. |
| Cycle time | Whether inspection can keep up with the line or station. |
| Operator review load | Whether the system reduces work or creates too many unclear review cases. |
| Traceability | Whether the system stores enough evidence for audits, disputes, and continuous improvement. |
The right target depends on the application. A critical safety defect may require a different tolerance than a cosmetic defect. A low-cost review step may allow more conservative detection. A destructive downstream process may require stricter early rejection. The AI model should be tuned around the real economics of the inspection decision.
Reporting Turns Detections Into Quality Improvement
A detection box is useful for a moment. A report is useful for the whole quality system.
Good reporting helps teams understand not only what failed, but why defects may be appearing. It should connect visual evidence to product, batch, line, shift, supplier, machine state, timestamp, location, or operator review. That makes it easier to spot repeated issues, compare production periods, and support root-cause work.

For Zetamotion, this is a central part of the inspection workflow. Spectron is designed to support AI visual inspection, configurable reporting, human review, and deployment workflows that fit real manufacturing environments.
When Industrial Anomaly Detection Is a Strong Fit
Anomaly detection is especially worth evaluating when manual inspection is inconsistent, defects are expensive, production data is hard to interpret, or rule-based vision systems cannot handle product variation.
It is often a strong fit when:
- Defects are visual and quality-relevant.
- Manual inspection misses defects or creates inconsistent judgement.
- Defects are rare, subtle, or variable in shape.
- Products have textures, patterns, coatings, or many variants.
- The factory needs inspection evidence, not just a pass/fail signal.
- The team wants to improve yield, reduce rework, reduce customer complaints, or understand defect trends.
It may be a poor fit if the defect is not visible under any practical imaging setup, if the product cannot be presented consistently enough for inspection, if quality rules are unresolved, or if the decision does not create enough operational value to justify deployment.
What to Prepare Before a Feasibility Discussion
If you are exploring industrial anomaly detection, the most useful starting point is a small but representative inspection brief. You do not need a perfect dataset to begin, but you do need production context.
- Examples of good products and known defects.
- Your defect names, severity levels, and customer tolerances.
- Current inspection method, miss rates, false rejects, and review steps.
- Product variants, surface types, sizes, colors, and line speeds.
- Required pass/fail, alert, reject, mark, or reporting actions.
- Available hardware, factory layout, PLC/MES/ERP needs, and IT constraints.
- Any requirement for on-premise, private-cloud, or edge deployment.
Those inputs help determine whether the best next step is a data review, a camera and lighting study, a small pilot, a retrofit concept, a stand-alone inspection station, or a production deployment plan.
Zetamotion’s Point of View
Industrial anomaly detection should be built around the inspection decision, not around the novelty of the model. Manufacturers need systems that can see the right features, handle real variation, support operators, and produce evidence that quality teams can trust.
Zetamotion works on AI-powered visual quality inspection for manufacturers through Spectron, ZELIA, synthetic data, configurable reporting, hardware deployment, and human-in-the-loop workflows. The strongest fit is inspection where defects are rare, surfaces are noisy, variants are common, and manual checks are difficult to scale consistently.
If you are evaluating machine vision defect detection for a production line, start with the real inspection problem: what needs to be found, how it appears, where the decision happens, and what the quality team needs to do with the result.
Frequently Asked Questions
What is industrial anomaly detection?
Industrial anomaly detection uses AI and machine vision to identify visual conditions that differ from normal or acceptable production. In manufacturing, it is commonly used for surface defects, missing components, pattern deviations, color changes, and other quality issues.
How is anomaly detection different from defect detection?
Anomaly detection flags unusual visual patterns, even when the exact defect type is not fully defined. Defect detection identifies known defect classes such as cracks, scratches, stains, dents, missing parts, or contamination. Many production systems use both approaches.
Can AI defect detection work with only a few defect examples?
Sometimes, yes. It depends on the defect, surface, imaging setup, and required accuracy. Low-data approaches, human-in-the-loop review, anomaly detection, transfer learning, and synthetic data can help when real defect examples are limited.
Does machine vision inspection require new hardware?
Not always. Some projects can use existing cameras or inspection stations, while others need new cameras, lighting, fixtures, triggers, or edge computing. The deciding factor is whether the current imaging setup can consistently reveal the defects that matter.
What makes an industrial anomaly detection project successful?
Successful projects define the defect catalogue, capture consistent images, use representative production data, tune the system around real pass/fail decisions, involve operators, and produce reports that quality and operations teams can act on.