Fabric inspection sounds simple until the roll starts moving.
A quality team may be looking for holes, stains, broken yarns, shade variation, edge problems, print defects, creases, contamination, or repeating pattern errors. The fabric may stretch, shine, wrinkle, drift, or change appearance under lighting. The roll may be moving too quickly for consistent manual review, and the decision still has to be useful: pass, fail, mark, cut, rework, report, or release.
That is why AI fabric inspection is becoming a practical option for textile manufacturers, converters, and product manufacturers that need more consistent roll-level quality control. It is not just a camera pointed at cloth. A useful system combines controlled image capture, a clear defect catalogue, AI defect detection, measurement, decision rules, reporting, and a workflow that operators can trust.
This article is a textile-specific companion to our broader guide to automated visual inspection for manufacturing. Here, we will focus on what makes textile and fabric inspection difficult, what an automated fabric inspection workflow needs to include, what reporting should look like, and where Zetamotion’s Spectron platform can fit.

The Short Answer
AI fabric inspection uses cameras, lighting, sensors, and trained computer vision models to detect defects in fabric, textile rolls, or finished textile products. A production-ready system should do more than highlight defects. It should capture fabric consistently, detect and classify relevant defect types, measure or score severity, connect detections to roll position, support operator review, and generate reports that quality, operations, and customer teams can use.
The strongest use cases are high-speed roll inspection, incoming material QC, inline or near-line fabric inspection, color and finish checks, defect mapping, physical marking, and audit-ready reporting.
Why Fabric Inspection Is Harder Than It Looks
Fabric is a difficult inspection surface because it is rarely visually uniform. Even acceptable fabric can have texture, weave variation, directional fibers, shading, tension marks, fold memory, or repeating patterns that change how a defect appears. A small defect may be obvious on one fabric and nearly invisible on another.
Manual inspection also has a human limit. Inspectors can be highly skilled, but long rolls, repetitive scanning, high line speeds, and subtle defects make consistency hard. Two inspectors may classify the same issue differently, especially when the defect is borderline or customer-specific.
Research on textile defect detection describes the same broad pattern: manual inspection can be inefficient and error-prone, while AI and computer vision approaches are increasingly used to detect defects such as holes, creases, and color bleeding in real-time systems. One 2025 study in Electronics demonstrates a deep learning approach for fabric defect detection using edge computing, which is a useful signal of where the field is moving.
In real production, the hard parts usually come from five places:
- Speed: rolls move faster than a human can inspect every point with the same attention.
- Lighting: texture, gloss, weave direction, and shadows can change defect visibility.
- Variation: fabric color, pattern, surface structure, and acceptable variation differ by product.
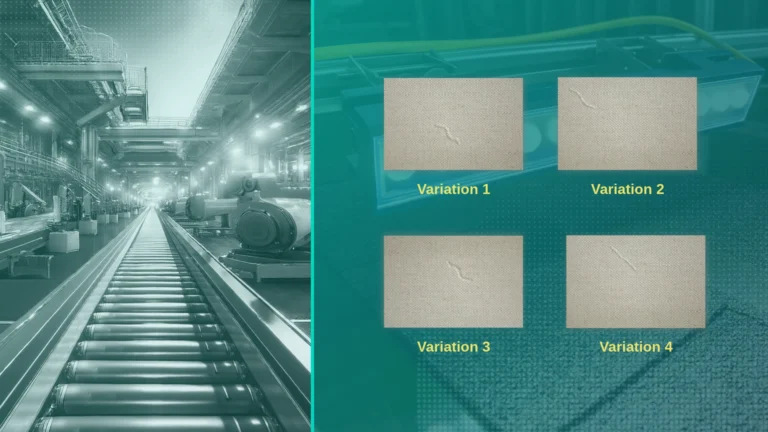
- Data scarcity: some important defects are rare, so there may not be many real examples for training.
- Decision rules: the system needs to know what counts as reject, review, mark, or acceptable variation.
What Counts as a Fabric Defect?
A good automated fabric inspection project starts with a defect catalogue. Without that, the AI model may detect visual anomalies, but the production team will still struggle to turn detections into useful decisions.
For textile and fabric inspection, defects usually fall into a few practical groups:
| Defect group | Examples | Why it matters |
|---|---|---|
| Structure defects | Broken yarns, holes, dropped stitches, slubs, yarn irregularity, weave faults | Can affect strength, appearance, and customer acceptance |
| Surface defects | Stains, oil marks, contamination, fuzz, lint, scratches, creases | Often visible to customers and hard to classify consistently |
| Pattern defects | Print misalignment, repeat errors, missing pattern elements, distortion | Can escape simple thresholding because the defect depends on expected pattern |
| Color and finish defects | Shade bands, color bleeding, coating variation, gloss change, finish inconsistency | Requires stable lighting and often comparison against a target or tolerance |
| Edge and roll defects | Edge fray, roll wrinkles, skew, telescoping, uneven winding, width problems | Affects downstream cutting, converting, and customer delivery |
The key is to connect each defect type to a decision. Some defects are automatic rejects. Some are acceptable below a size threshold. Some need human review. Some should trigger a mark on the roll. Some should be reported to a supplier or upstream process owner.

How an Automated Fabric Inspection System Works
A practical system follows a simple logic: capture, detect, measure, decide, and report. The details vary depending on whether the system is inspecting a moving roll, a stationary inspection table, incoming material, or a finished textile product.
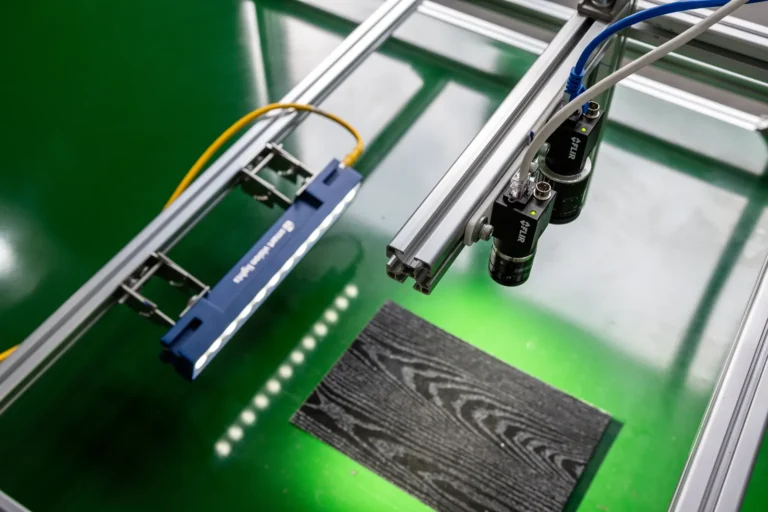
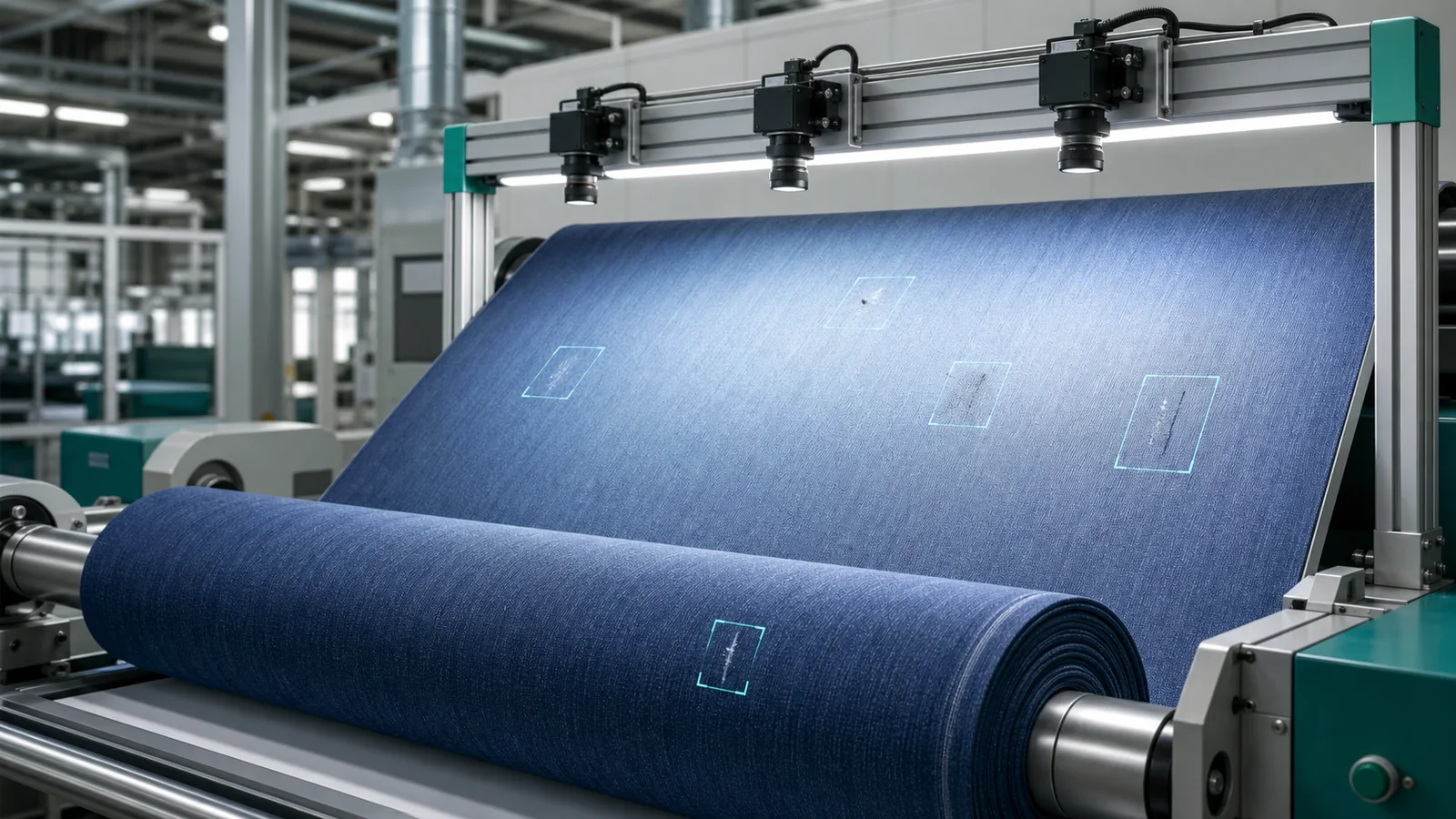
- Capture: cameras and lighting capture the fabric under controlled conditions.
- Detect: AI models identify defects, pattern anomalies, surface marks, or color changes.
- Measure: the system estimates size, position, severity, length, width, or roll location where relevant.
- Decide: configurable rules determine pass, fail, review, mark, cut, or report actions.
- Report: operators and managers receive roll-level records, defect maps, images, and exports.
This matters because textile teams do not only need a detection box. They need a repeatable QC workflow. A defect that appears 15 meters into a roll is operationally different from a defect that appears at the edge, repeats every meter, or clusters after a machine setting change.

Inline, Near-Line, or Stand-Alone Fabric Inspection?
There is no single correct setup. The right deployment depends on where the inspection decision has to happen and how much control you have over the fabric, speed, lighting, and handling.
| Deployment option | Best fit | Main tradeoff |
|---|---|---|
| Inline inspection | Continuous monitoring during production | Requires strong synchronization with line speed, lighting, and machine integration |
| Near-line inspection | QC checks close to production without interrupting the main line | May add handling steps but gives more inspection control |
| Stand-alone roll station | Incoming roll QC, supplier checks, batch release, or converter workflows | Best for controlled review, but not always real-time to production |
| Retrofit to existing equipment | Factories with installed inspection or winding hardware | Depends on available mounting, signals, access, and line constraints |
Zetamotion typically starts with the production reality: fabric type, roll width, line speed, defect size, lighting sensitivity, operator decisions, reporting needs, and any hardware already in place. From there, the system can be designed as a retrofit, a stand-alone roll station, or part of a wider inline inspection workflow.

Color and Finish Checks Need Their Own Rules
Color inspection is not the same as defect detection. A hole, stain, or broken yarn is usually a localized problem. A color or finish issue may appear as a band, gradual drift, local variation, gloss change, or mismatch against a target. That makes camera calibration, lighting stability, and tolerance definition especially important.
For textile teams, color and finish checks often need answers like:
- Is the shade within tolerance for this batch or customer?
- Is there a visible band across the roll width or length?
- Does the finish create reflection or texture changes that hide defects?
- Should this result trigger rejection, review, or a note in the roll report?
That is where a configurable inspection platform matters. The same textile line may need one workflow for structural defects, another for print or pattern defects, and another for color or finish checks.
Reporting Is Where Fabric Inspection Becomes Useful
The most valuable output of automated fabric inspection is often not a single defect image. It is the roll record.
A useful report should help a team answer practical questions:
- Where on the roll did defects occur?
- Which defect types appeared most often?
- Were defects isolated, repeated, clustered, or trending?
- Which rolls, suppliers, batches, machines, or shifts show higher risk?
- Which defects should be marked, cut out, reviewed, or escalated?
- What evidence can be shared with customers, suppliers, or internal teams?

For many manufacturers, this is where automated inspection changes the conversation. Instead of arguing over one missed defect or one subjective manual judgement, the team can look at trend data, visual evidence, roll position, and defect categories over time.
Reporting also supports root-cause work. If one defect type clusters after a process change, appears on one machine, or repeats at a regular interval, the inspection data can point quality and operations teams toward the real cause.
Physical Marking and Operator Review
Some fabric workflows need more than a digital flag. The roll may need to be physically marked, stamped, or tagged so downstream operators know where to cut, inspect, rework, or avoid using a section.
A marking workflow usually needs four things to work well:
- Detect the defect reliably.
- Synchronize detection with roll position or line movement.
- Trigger a marking, stamping, alert, or review action at the right moment.
- Verify and record the event in the inspection report.
Human review should remain part of the workflow where judgement is needed. A system can flag the defect, show the evidence, apply rules, and reduce the repetitive search burden. Operators can then confirm, override, comment, or escalate borderline cases. That feedback is useful for improving the model and preserving expert judgement.
How Zetamotion Would Approach a Textile Inspection Project
Zetamotion’s approach is to treat fabric inspection as a full quality workflow, not just an AI model. Spectron is the production inspection platform, while ZELIA supports sample-to-model onboarding and synthetic data workflows when real defect examples are limited.
A typical textile project would start with a feasibility discussion around:
- Fabric types, colors, widths, patterns, and surface behavior.
- Target defect classes and size thresholds.
- Inspection speed, roll handling, and line layout.
- Lighting sensitivity and camera placement.
- Existing hardware, PLC, MES, ERP, or reporting needs.
- Operator decisions: pass, fail, review, mark, cut, rework, or release.
- Available clean samples and defect examples.
From there, the work usually becomes a practical sequence: define the defect catalogue, capture representative data, train or adapt the model, configure thresholds and reports, validate with production-like rolls, and deploy the system with operators involved.
Where real defect data is scarce, synthetic data can help. This is especially relevant in textile inspection because some defects are rare, expensive to reproduce, or highly variable across product types. You can read more about that in our guide to synthetic data for quality inspection and rare defects.
What to Prepare Before Evaluating an AI Fabric Inspection System
If you are considering automated fabric inspection, the most useful starting point is not a long technical specification. It is a clear picture of the inspection decision you need to improve.
Before a feasibility call, gather:
- Example images or samples of good fabric and known defects.
- Your defect names, categories, and customer tolerances.
- Roll width, speed, fabric handling, and current inspection station details.
- Current manual workflow and where misses, bottlenecks, or disputes happen.
- Required reports, exports, traceability fields, and review steps.
- Any constraints around factory access, hardware mounting, lighting, IT, or on-premise deployment.
The clearer these inputs are, the easier it is to design a system that fits production reality rather than a lab demo.
Frequently Asked Questions
Can AI fabric inspection replace manual inspection?
It can reduce the repetitive search burden and improve consistency, but the best deployment depends on the defect types, tolerance rules, and production workflow. Many textile teams still keep human review for borderline cases, audits, customer disputes, or model feedback.
Does automated fabric inspection work on patterned textiles?
It can, but patterned textiles usually require more careful setup than plain fabric. The system needs to learn expected pattern variation and separate normal repeats from true anomalies such as misalignment, missing elements, distortion, or print defects.
How much defect data is needed?
It depends on the defect, fabric variation, and required tolerance. A project can often start with a small set of clean and defect examples for feasibility work. Synthetic data and human-in-the-loop review can help when real defect examples are limited, but production validation remains essential.
Can the system generate PDF or CSV reports?
Yes. Spectron is designed around configurable reporting and exports such as PDF and CSV, along with dashboards, defect evidence, and production-quality records. Integrations with internal systems can be planned around the factory’s reporting workflow.
Start With the Roll Problem
The most productive way to evaluate AI fabric inspection is to start with one real roll problem. Which defects are being missed? Which decisions are subjective? Which reports take too long? Which supplier or production issues are hard to prove? Which fabric types create the most inspection friction?
If you can describe the fabric, the defects, the current workflow, and the decision you want to improve, Zetamotion can help assess whether AI inspection is a practical fit.